
Температура паяльника без жала


При спаивании контактов основная задача паяльника заключается в расплавлении припоя и нанесении его на нужные места. Разумеется, что для этого паяльник должен быть разогрет до определённой температуры. При этом для обработки разных металлов этот показатель может существенно отличаться. Слишком высокая или, наоборот, низкая температура жала прибора отразится на качестве выполняемой работы.

До скольких градусов может нагреваться?
Существует так называемый оптимальный температурный диапазон, при котором спаивание нужных поверхностей будет максимально быстрым и качественным. Но есть одна важная особенность, которую должен знать каждый специалист в этом деле: температура на конце жала паяльника должна быть выше температуры плавления обрабатываемых металлов.
При этом припой вообще должен расплавляться за несколько секунд.
Чрезмерно высокая температура превратит припой в массу определённой консистенции, работать с которой будет весьма проблематично. Оптимальным считается диапазон от 245 до 300° C. Если паяльник перегреть, то этот показатель может существенно увеличиться. Для удобства работы в современных приборах необходимую температуру можно выставить самостоятельно.
Какая температура должна быть?
Как уже было сказано, наиболее комфортным для работы температурным диапазоном считаются показатели от 245 до 300° C. Но суть в том, что все паяльники рассчитаны для обработки различных металлов. Например, для пайки некоторых металлов паяльнику необходимо разогреваться до 600 градусов. При этом их мощность тоже может варьироваться. Оптимальным считается диапазон от 25 до 40-60 Вт. Гораздо реже встречаются паяльники с минимальной мощностью в 8 Вт и максимальной – 200 Вт. Как правило, высокой обладают паяльники, используемые на производствах в промышленных масштабах. Устройства для работы в домашних условиях значительной мощностью не обладают. Но рабочая мощность обычного бытового прибора может достигать и 100 Ватт.

Относительно припоя
Рабочая температура паяльника для каждого процесса определяется в индивидуальном порядке. В процессе пайки однотипных контактов допустимо устанавливать одинаковую температуру. Но при этом и состав припоя должен быть идентичным.
В случаях, когда необходимо использовать разный тип припоя, иногда даже приходится менять паяльник.
В зависимости от типа припоя температура жала прибора должна быть следующей:
- сплав Вуда – 75;
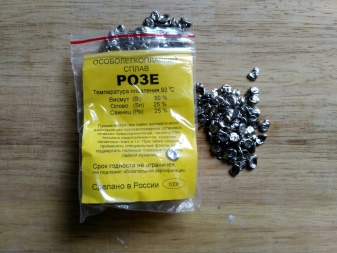
- сплав Розе – 95;
- ПСРЗИ – примерно 145-146;
- ПОЗИ 30 – 175;
- ПОС 61 – 195-197;
- О2 – 237;
- ПСР – 240;
- ПСР 2 – 248;
- ПСР 1.5 – 285;
- ПОС 10 – 305.
Все представленные температурные показатели имеют единицу измерения°C.

В зависимости от материала
Температура жала – это очень важный показатель, который необходимо изменять не только из-за состава припоя, но также и в зависимости от типа обрабатываемой поверхности. Здесь важно знать не только температуру паяльника, но и температуру, при которой происходит плавление обрабатываемого металла.
Температура плавления наиболее распространённых металлов разная и выглядит следующим образом:
- чугун – 1200;
- сталь – 1400;
- серебро – 961,9;
- свинец – 327,4;
- олово – 231,9;
- медь – 1084,5;
- золото – 1063;
- железо – 1539;
- алюминий – 660,4.
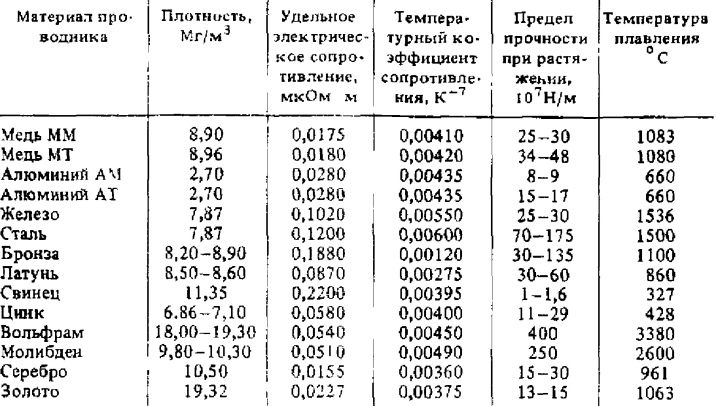
Температурные показатели, как и в предыдущем случае, измеряются в градусах Цельсия. При работе важно сравнивать технические характеристики прибора с возможностями обрабатываемого металла.
Как получить нужную?
Температура жала паяльника, имеющего мощность 100 Ватт, имеет некоторые ограничения. Так, при максимальном разогреве нельзя превысить наибольший порог, но недопустимо и понизить, чтобы она постоянно находилась на одном и том же уровне. Для подбора нужной температуры необходимо ориентироваться именно на мощность прибора. На протяжении достаточно длительного времени эта методика была наиболее популярной. Ведь в советских паяльниках по-другому узнать температуру было невозможно. Но и у этого метода был существенный недостаток, поскольку для обработки разных поверхностей приходилось покупать несколько видов паяльников.
Более современные модели оснащены встроенным температурным регулятором. Точно так же регуляторы продаются отдельно. Этот прибор можно установить практически на любую модель. Он с лёгкостью решает проблему понижения температуры. Суть заключается в следующем – если паяльник имеет мощность 60 Ватт, то при повороте ручки регулятора наполовину, температура жала уменьшится до показателей паяльника мощностью в 30 Ватт. Паять при наличии такого прибора намного легче.
Если есть возможность, то покупать лучше не сам регулятор, а те модели паяльников, в которые этот прибор уже вмонтирован.
При обработке микросхем таким паяльником можно регулировать температуру вплоть до 1° C. По стоимости такие приборы существенно отличаются от обычных. Но они в несколько раз облегчают работу мастера.

Как узнать?
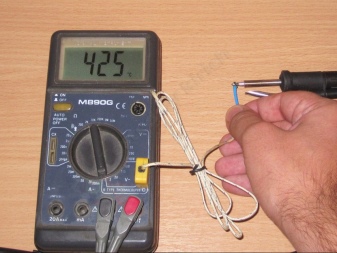
В моделях со встроенным датчиком температурные показатели отображаются на специальном дисплее. Для того чтобы узнать температуру нагрева жала на обычном паяльнике, необходимо использовать специальные измерительные приборы. Существуют так называемые термометры для паяльника. Основу этого устройства составляет термопара, определяющая показатели нагрева. Погрешность при этом может варьироваться на несколько градусов в большую или меньшую сторону.

Ещё один способ измерения температуры нагрева заключается в использовании мультиметра. Это весьма распространённая методика, позволяющая точно и быстро узнать температурный режим приборов разных моделей.
Для работы в домашних условиях очень часто подбираются примерные температурные показатели, поскольку этого достаточно. Но при профессиональной пайке, например, когда ведётся работа с микросхемами, нужно подбирать температуру максимально точно. Упущение этого момента может испортить всю работу.
О температуре при пайке смотрите далее.
Источник
Как выбрать электропаяльник
Появилась необходимость соединить несколько проводов между собой? Нужно срочно отремонтировать бытовой прибор или гаджет? Автомобиль вошёл в почтенный возраст и требует постоянного ремонта в гараже? Ребёнок настойчиво просит купить радиотехнический конструктор? А может по служебной необходимости пришлось осваивать смежную сферу – радиоэлектронику? Что ж, значит настала пора приобретать паяльник. А какие они бывают и чем же они отличаются друг от друга, мы и рассмотрим.
Типы паяльников
Каких только нет паяльников – классические электрические, газовые, инфракрасные, термовоздушные, индукционные, импульсные и ещё множество других. Существует достаточно большое количество людей, которые научились виртуозно обращаться с некоторыми из них, например, импульсными или газовыми моделями, причём выполняют ими большинство точных работ, в том числе пайку планарных компонентов. И всё же абсолютное большинство как инженеров, так и обычных людей применяют в своей повседневной работе электрические паяльники со сменными стержнями, так как они удобные, очень лёгкие и относительно дешёвые. Подавляющее большинство из них выпускают двух типов: слюдопластовые и керамические.
Оба этих типа обладают как несомненными достоинствами, так и определёнными недостатками. У первых нихромовая проволока наматывается на диэлектрический теплопроводящий цилиндр (обычно из слюды, керамики или стеклоткани), внутрь которого вставляется паяльный стержень. Спираль в таких паяльниках находится снаружи, и поэтому большая часть тепла не используется, что и приводит к низкому КПД. Также у него довольно маленький ресурс, что при профессиональной работе в беспрерывном режиме приводит к частой замене инструмента либо к необходимости приобретать дополнительные приспособления в виде регулятора мощности для режима ожидания. С другой стороны они не боятся механических ударов и очень дёшевы в производстве, так как технология их изготовления за многие десятилетия достаточно отработана и оптимизирована.
У второго типа керамический нагревательный цилиндр вставляется в полое жало, за счёт чего заметно увеличивается КПД и уменьшается время нагрева, также при аккуратном обращении срок службы таких паяльников на порядок превышает нихромовые. С другой стороны, эти модели достаточно хрупкие, что в корне изменяет манеру обращения с ним при работе, так например, очень рискованно (как это принято в слюдпластовых) стряхивать припой с жала постукиванием. Технология производства таких моделей относительно новая, требует серьёзных вложений в заводское оборудование и поэтому они пока достаточно дорогие и выпускать их могут “не только лишь все”.
Мощность
Для каждого вида работ в зависимости от размеров деталей и материалов их изготовления требуется своя определённая мощность. Так для пайки деталей поверхностного монтажа нужны аппараты с мощностью 3-10 Вт. Для запайки большинства радиокомпонентов в печатные платы или навесным монтажом подойдет паяльник 16 -25 Вт. Для хозяйственных и электрических работ в большинстве случаев подойдёт 40 Вт. Для пайки сетевых и автомобильных проводов, а также при работе с деталями толще двух миллиметров требуется мощность инструмента в районе 100 Вт. Для лужения и запайки старых радиаторов, кастрюль и прочих крупногабаритных металлических вещей – 150 Вт. Для пропайки крупных предметов, земляных полигонов, толстых проводов, мощных шасси – 250 Вт. Для строительных работ – 500 Вт. Размер паяльного стержня и мощность, как правило, находятся в соответствии друг с другом, то есть, чем меньше жало, тем меньше у него способность накапливать тепловую энергию и поддерживать её при работе, так как при соприкосновении с паяемыми деталями температура паяльника будет снижаться из-за отвода тепла.
Стоит заметить, что паяльники, кроме различной мощности, выпускаются на различное напряжение питания. Наиболее востребованными являются напряжения 6 В, 12 В, 36 В, 220 В. Чем ниже напряжение, тем безопаснее паяльник для человека и некоторых радиокомпонентов, однако для всех напряжений ниже 220 В требуются преобразователи (трансформаторы).
Температура
Для различных видов паяльных работ требуется своя температура, которая выбирается в соответствии с термопрофилем спаиваемых деталей и выбранным припоем. Так например, микродеталям поверхностного монтажа требуется нагрев ~ 260-270°С, мелким радиодеталям около ~300 °С, большим – около~350 °С. Более высокая температура ~700 – 800 °С используется совместно с тугоплавкими припоями для пайки бронзы, стали, серебра, а также там, где место пайки испытывает значительные деформации, вибрации и удары. Для корректной установки температуры паяльника и выбора припоя следует иметь в виду, что при классической пайке жало нагрето больше на ~40-80°С, чем паяемые детали, а те, в свою очередь, больше на 20-40°, чем припой.
Для того, чтобы детали прочно соединились между собой и пайка была качественной, необходимо соответствие выбранного припоя температуре пайки, так как недогрев и перегрев паяльника кардинально ухудшит качество соединения – в первом случае припой не сможет расплавиться полностью, а в последнем флюс испарился раньше, чем успеют припаяться элементы. Таким образом, к выбору припоя нужно подходить осознанно, благо ассортимент достаточно широк от легкоплавких, например сплава Вуда (~69°С) и Розе (~94°С) до бессвинцовых припоев с температурой плавления ~400°С и более. Температура нагрева серийно выпускаемых паяльников в основном зависит от его конструкции и мощности, а наиболее массовые модели нагреваются примерно до ~400°С.
Наконечник (жало)
Жало является очень важным элементом паяльника, основой его качественной работы, и первым, на что обращают внимание при работе. От его параметров зависит скорость, надёжность и удобство пайки, поэтому к его выбору необходимо отнестись крайне внимательно. Качественное жало должно обладать хорошей теплопроводностью, достаточной прочностью, защищённостью от окисления, долговечностью и т.д. Эти требования, зачастую, хорошо выполняются по отдельности у разных металлов, но, как правило,вызывают значительные трудности при попытке удовлетворить их все одновременно. Так, например, медный наконечник обладает отличной теплопроводностью, но очень быстро окисляется, покрывается слоем окалины и изнашивается, причём, чем активней флюс, тем сильнее износ. Для восстановления формы и дальнейшей защиты такого жала его необходимо периодически затачивать, а затем покрывать слоем припоя или лудить.
Процесс поиска идеального жала происходит перманентно. Так, в попытке улучшить характеристики медного жала, постоянно происходит поиск оптимального состава сплавов или вариантов расположения слоёв разных металлов, когда состав стержня отличается либо по длине (основная часть, например, из меди, стали или керамики, а кончик из серебра, никеля или сплавов меди), либо по толщине (когда сердцевина из одного материала, а покрытие однослойное или многослойное из других, что увеличивает защиту от воздействия активного флюса и износа). Однако, в таком варианте классическая манера и техника работы с захватом капли припоя и перенесением её затруднена, поэтому пайка обычно осуществляется “с подачей”, когда припой с флюсом в форме проволоки подносится непосредственно к точке спайки без удержания его на жале. Это очень удобно для промышленного производства и использования на конвейере, а при ручной пайке такой способ требует некоторых навыков, а также фиксации и неподвижности всех элементов, так как обе руки будут заняты. При этом такие жала требуют очень аккуратного и бережного обращения, их нельзя подвергать перегреву или применять к ним какие-то усилия, они не должны подвергаться воздействию абразивов (напильников), ими нельзя отгибать загнутые выводы деталей, кроме того, теплопроводность у них несколько ниже, поэтому припой хуже плавится, что, соответственно, требует увеличения температуры. Также ими не следует долго работать на максимальной температуре, так как это приводит к окислению рабочей кромки, которую станет крайне сложно залудить. Ещё их нельзя оставлять надолго без припоя и крайне желательно уменьшить температуру нагрева в простое. Очищают такие жала специальной влажной губкой.
Для различных видов работ важен не только материал изготовления жала, но и его форма, так как от неё зависит удобство работы. Самым универсальным и популярным является клин – наконечник с отличной теплопроводностью, работать им очень удобно, припой у него скапливается на кончике, паять можно как с подачей проволочного припоя, так и с кусковым. Таким наконечником можно паять как маленькие детали и ряды выводов современных микросхем, для которых лучше всего подходит остриё или кромка и ими же убираются случайные перемычки, так и большие детали, для которых больше подходит широкая сторона клина. Конусы со срезанной под различными углами плоскостью также популярны и обладают похожими качествами. Паяльники и станции производства ЮВА чаще всего идут с клиновидными жалами, которыми удобно паять мелкие детали. Другие варианты внешнего исполнения, такие как: игольчатое, вилка, микро-волна, нож, насадка для пайки пластиков, топорик и прочие – как правило удел профессиональных технологий, где их применение серьёзно облегчает, удешевляет и убыстряет процесс пайки. Тем не менее, несмотря на такое разнообразие, выбор лучшей формы или материала, из которого изготовлено жало, скорее следствие личного предпочтения и умения.
Критерии выбора
[url=”https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?order=1&stock=2&f=30-40&f=a3tx-3xul-3xuo&f=3y83&f=3xuw]Профиль домашний
Дома в хозяйственных целях использовать паяльник приходится довольно редко, поэтому стараются выбирать всего одну модель, но на все случаи жизни. Чаще всего это эпизодические заделки мелких отверстий, пайка сетевых проводов, спайка различных мелких деталей из цинка, железа и меди, ремонт детских игрушек, прогревание закисших шурупов, плавка термоклея. Таким образом, для этого профиля основными критериями оказываются универсальная мощность, подходящая для большинства бытовых применений, минимальная цена, приемлемые размеры.
[url=”https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?order=1&stock=2&f=40-60&f=3y83&f=3xuw]Профиль электрический
Хотя большинство электрических соединений может быть осуществлено клеммами, скрутками (с колпачками или без), винтовыми зажимами, гильзами и т.д., паяльник незаменим, когда требуется повышенная надёжность, например из-за последующей труднодоступности или даже невозможности подхода к месту соединения проводов, что бывает при заделки соединений штукатуркой или плиткой.
[url=”https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?order=1&stock=2&f=60-100&f=3y83&f=3xuw]Профиль автомобильный
Этот профиль предполагает, что паяльник приобретается в гараж автолюбителя, а не в автосервис, оказывающий профессиональные услуги (там просто нужно намного больше, чем один универсальный паяльник). Автолюбителю вполне подойдет стандартный паяльник на 60 -100 Вт для пайка проводов, мелких деталей, плавления и склейки многочисленных пластиков, разогрева закисшего крепежа и т.д. Несмотря на то, что в современных автомобилях радиаторы уже не делают из меди, если возникнет необходимость в [url=”https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?order=1&p=1&f=150-150]лудильнике, то можно выбрать модель с ещё большей мощностью.
[url=”https://www.dns-shop.ru/catalog/6931d6b92f7a4e77/elektropayalniki/?order=1&stock=2&f=6-36&f=a3tx-3xul-3xuo-98z8-3xun]Профиль радиотехнический
Этот профиль подразумевает, что на рабочем месте инженера уже имеется откалиброванная паяльная станция, термофен, газовый и керамический паяльники, то есть имеются все приборы для пайки широкого набора радиоэлектронных компонентов и требуется лишь дополнительный или запасной инструмент, в том числе для черновых и вспомогательных работ. Если же домашний мастер ментально дорос до ремонта не только личной аппаратуры, то ему стоит присмотреться к одной из паяльных станций.
P.S.
Следует сказать, что паять можно почти любые металлы и сплавы, в том числе покрытые ржавчиной, окислами и окалиной и т.д., для этого необходимо лишь подобрать соответствующие припои и флюсы. Последние – эта ещё более интересная и обширная тема, которая однако нуждается в более подробном и взвешенном освещении уже в отдельной статье, как, впрочем, и рассказ о припоях.
Источник